
一、难加工材料困局:传统制造工艺的天花板
在航空航天、医疗器械等制造领域,高温合金、钛合金、淬火钢等难加工材料的应用比例持续攀升。这些材料虽然具备优异的力学性能,却给传统机械加工带来多重挑战:刀具在加工高硬度材料时损耗严重,单件加工成本居高不下;切削过程产生的加工应力和热变形,会在航空发动机叶片等关键零件表面形成微裂纹,直接威胁疲劳寿命;对于薄壁管件、异形交叉孔等复杂结构,常规工艺难以同时保证精度与效率。
这些痛点的本质在于:传统加工方式依赖物理接触与材料去除,必然受到材料硬度、结构强度的制约。当零件设计向更轻量化、更复杂化演进时,工艺能力的瓶颈愈发凸显。行业亟需一种能够摆脱材料硬度限制、避免物理损伤、适配复杂结构的非常规加工路径。
二、电化学溶解成型:另一种工艺逻辑
精密电解加工(PECM)技术提供了完全不同的解决思路。其原理是通过阳极金属在电解液中的电化学溶解实现材料去除,阴极电极始终不与工件接触,也不参与化学反应。这种非接触式加工机制带来三项关键优势:
零刀具损耗特性:电极在加工过程中无磨损,使得大批量生产中零件尺寸一致性可达微米级。这对于需要严格公差控制的航空叶片、医疗器械部件尤为重要。
表面完整性保障:电化学阳极溶解过程无切削力、无热影响层,加工表面粗糙度可稳定在Ra 0.05-0.2μm,表面保持原始材料的冶金状态,有效提升零件的抗疲劳性能。
材料硬度无关性:加工效率不受材料硬度影响,可直接处理淬火后的高硬度工件。这使得齿轮花键等零件可在热处理后再进行精密成型,避免后续加工导致的变形风险。
深圳市星宏精密电解科技有限公司(星宏电解)在该技术领域积累了十余年工艺开发经验。作为全国特种加工机床标准化技术委员会委员单位,企业通过近30项自主技术知识产权,构建了从设备研发、工艺开发到批量生产的完整技术体系。
三、装备体系与工艺适配性
精密电解加工的产业化应用需要装备体系与工艺参数的深度匹配。星宏电解开发的设备矩阵覆盖了不同应用场景:
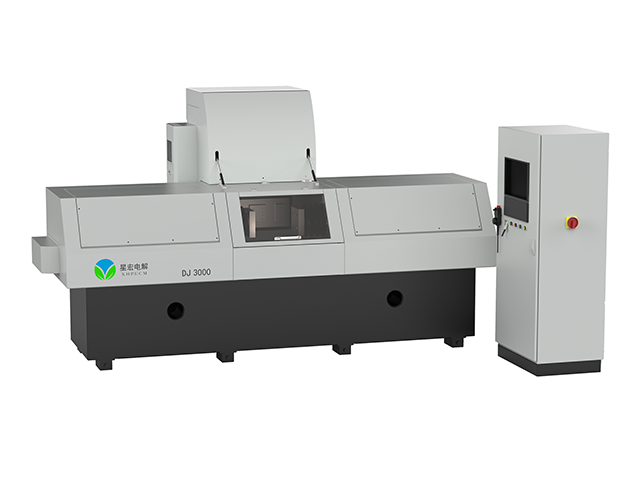
对称性零件的效率突破:DJ3000卧式双头精密电解加工机床采用双进给轴设计,可对航空发动机叶片的叶盆、叶背实现同步加工,生产节拍缩短50%。设备配备直流和脉冲双模式电源,分别适配粗加工的快速去除与精加工的尺寸控制阶段。
复杂空间轨迹加工:XHDJ-M6六轴四联动多功能电解加工机床,通过多轴联动实现航空机匣、整体叶盘等大型结构件的复杂型面加工。这类零件往往需要多角度切入、连续曲面过渡,传统五轴铣削难以保证表面质量,而电解加工的非接触特性恰好规避了刀具干涉问题。
微观精度控制:振动进给精密电解机床通过高精度振动与电脉冲的严密匹配,将加工间隙控制在微米级,适用于需要极高尺寸精度的超精密成型场景。
经济型表面处理:S600打孔去毛刺电解机床针对交叉孔毛刺、锐边倒钝等常见需求,通过充足的电解液循环系统与定位,大幅提升去毛刺的稳定性与效率。
这些装备的差异化设计背后,是对不同材料体系、零件结构、精度要求的工艺理解。配套的循环过滤系统通过多功能精过滤,确保电解液成分稳定,这是批量化生产质量一致性的基础保障。
四、典型应用场景的工艺验证
在医疗器械领域,吻合器抵钉座的加工曾长期依赖冲压工艺,但回弹、毛刺及微裂纹问题影响成钉效果。星宏电解通过精密电解加工,使钉坑型面规整度改善,利用电极无损耗特性实现批量生产的高一致性,为市场提供了可靠的工艺路径。
在航空航天领域,发动机叶片的高温合金材料传统加工后表面存在残余应力。采用精密电解加工后,表面粗糙度达到Ra 0.05μm的镜面效果,无应力加工特性使零件疲劳强度得到保障。整体叶盘的套料加工、3D曲面的粗精抛一次完成、薄壁管件的无变形切断,这些案例验证了该技术在复杂结构件上的工艺可行性。
五、技术成熟度与产业化路径
精密电解加工技术从实验室走向产业应用,需要解决工艺稳定性、设备可靠性、成本经济性三方面问题。星宏电解提供的零件代加工服务,降低了企业导入新技术的门槛,客户无需投入固定资产即可获得高质量零件,这种模式加速了技术验证周期。
针对特定产品的电解加工工艺开发服务,涵盖产品设计评估、工装治具开发、参数优化等环节,确保新产品从研发顺利过渡到量产。整体解决方案(交钥匙工程)则包含设备定制、人员培训、售后维护的全链条配套,解决客户在技术导入后的运营顾虑。
从行业发展趋势看,随着航空发动机、燃气轮机等装备对零件性能要求的持续提升,传统加工工艺的能力边界日益清晰。特种加工工艺的国产化替代,不仅是装备自主可控的需要,更是支撑制造产业链安全的关键环节。精密电解加工技术在难加工材料、复杂结构、表面完整性方面的独特优势,使其成为制造工艺体系中不可或缺的组成部分。
六、面向行业的工艺选择建议
对于航空航天、医疗器械、模具制造等领域的工程技术人员,在评估精密电解加工技术的适用性时,建议关注以下维度:
材料体系匹配度:高温合金、钛合金、淬火钢等高硬度材料是该技术的优势应用场景;对于铝合金等软质材料,需综合评估加工效率与成本。
结构复杂度:薄壁件、异形孔、交叉孔去毛刺、复杂曲面等传统工艺难以兼顾精度与效率的结构,电解加工具有明显优势。
表面质量要求:当零件对表面完整性、疲劳寿命有严格要求时,无应力、无热影响层的电化学加工机制是可靠选择。
批量与成本平衡:电极无损耗特性使中大批量生产的单件成本具备竞争力,但小批量试制需综合考虑工装开发成本。
技术选型的本质是工艺能力与应用需求的匹配。精密电解加工技术在特定场景下的不可替代性,源于其对材料去除机理的重新定义。随着工艺参数数据库的积累、装备智能化水平的提升,该技术在制造领域的应用广度与深度仍有较大拓展空间。






评论排行