
一、行业背景:井下输送带维护的技术困境
在煤矿、冶金、化工等重工业领域,输送带系统作为物料运输的动脉,其可靠性直接影响生产安全与作业效率。然而,长期强度运行导致胶带破损、撕裂及接头磨损成为行业常态。据行业实践数据显示,传统维护设备普遍存在体积笨重、拆装困难、温控不均等技术短板,尤其在煤矿井下含有甲烷或煤尾危险的I类场所,设备的防爆合规性与现场操作灵活性更是亟待突破的双重命题。
当前行业痛点集中在三个层面:其一,现场接头胶接后拉力强度衰减严重,部分设备处理后的带体强度只为原带的70%-80%;其二,井下有限空间对设备的轻量化与模块化提出严苛要求;其三,在高温高压硫化过程中,温度波动超过±5℃即可能导致胶接失效。这些技术瓶颈倒逼行业向标准化、智能化维护方案转型。
作为深耕输送带维护领域的制造企业,无锡逸凯矿冶设备制造有限公司依托完整的质量管理体系与技术人员的深度实践经验,形成了覆盖电热式胶带硫化器、矿用防爆型硫化设备及皮带修补器的全系产品矩阵,为行业提供从设备设计到工艺参数的系统性解决思路。
二、技术解读:电热式硫化技术的主要突破
2.1 轻量化与高效加压的工程平衡
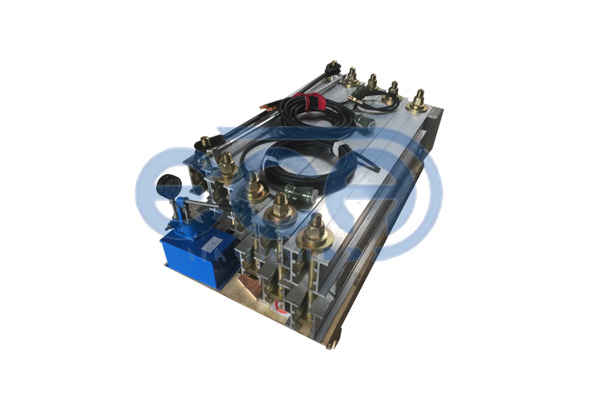
传统硫化机多采用铸铁或铸钢材质,单件重量动辄超过50公斤,井下搬运需动用机械设备。针对此问题,航空级铝合金材料的引入实现了结构强度与轻量化的双重突破。无锡逸凯研发的胶带硫化机采用菱形、矩形、模块化等不同构型加热板,配合1.0-2.0 MPa工作压力的水压板系统,确保硫化面紧密结合。工程实践表明,经此工艺处理的EP、NN及钢丝绳芯输送带接头,拉力强度可达原带的90%以上,接头平滑度明显提升,有效减少对滚筒的二次磨损。
2.2 智能控温系统的精度保障
硫化温度是决定胶接质量的关键变量。针对传统设备温控精度低、热效率差的问题,电热式硫化机通过380V/660V三相电发热元件实现快速升温,配备数显自动电控箱进行温度调节与报警提示。更重要的是,强制水冷却系统可在5至10分钟内完成降温拆除,相比自然冷却方式缩短作业周期60%以上,这对提升井下作业效率具有实质意义。
2.3 防爆设计的合规化路径
煤矿井下I类场所对设备防爆等级有严格要求。无锡逸凯的LBD矿用隔爆型硫化机采用专业隔爆电加热结构,通过隔爆外壳将电气火花限制在封闭腔体内,配合水压加压技术,在危险环境下安全执行帆布、尼龙、涤纶及钢丝绳芯胶带的硫化作业。这种设计既满足了安全生产的刚性需求,又兼顾了井下有限空间的移动与操作灵活性。
三、行业洞察:维护体系的三大演进趋势
3.1 从整体更换到局部修复的成本优化
传统思维中,胶带出现纵向撕裂或小面积破损往往采取整体更换策略,单次成本可达数万元至数十万元。热硫化修补技术的成熟应用改变了这一逻辑。无锡逸凯的DZQ-1型皮带修补器及XBD-2型矿用隔爆型电热式修补器,通过涂抹胶浆后升温加压,使生胶片与带面深度融合,实现修复如初的效果。这种"一机多用"的设计兼容点状修补与长距离纵向撕裂修复,将单次维护成本降低70%以上。
3.2 从被动维护到预防性管理的范式转变
随着工业物联网技术的渗透,输送带维护正从"故障响应"向"状态监测+预防维护"转型。数显自动电控箱实现温度精确控制,其数据接口可与企业设备管理系统对接,实时记录硫化工艺参数。这为建立维护数据库、优化工艺标准、预测设备寿命提供了基础数据支撑。未来,结合带体应力传感器与机器视觉检测技术,可在破损发生前完成预警与修复。
3.3 从单一设备到系统化解决方案的集成需求
现代矿山企业更倾向于采购涵盖硫化机、修补器、电动水压泵及自动开模平板硫化机的整套维护系统。无锡逸凯基于四川、贵州、山西、浙江、江苏等全国多个省市的服务实践,形成了"设备供应+工艺指导+技术培训"的三位一体服务模式。这种系统化能力提升单一企业的维护效率,更有助于推动行业维护标准的统一化。
四、企业实践价值:从工艺创新到行业标准输出
无锡逸凯矿冶设备制造有限公司的技术积累体现在三个维度:
工程实践深度:生产管理由深耕车间、熟悉生产细节的技术人员直接把控,确保从加热板构型设计到电控系统调试的每个环节符合实际工况需求。
产品矩阵完整性:覆盖常规电热式硫化机、矿用隔爆型设备、皮带修补器及辅助设备,可满足冶金、矿山、电厂、港口、建材、水泥、煤矿、化工等多行业差异化需求。
质量管理体系:实行完整、科学的质量管理体系,从原材料采购到出厂检验全流程受控,为设备长期稳定运行提供保障。
在煤矿井下660V电压环境下,企业提供的LBD矿用隔爆型硫化机与配套电动水压泵,已在多个矿区完成超过5000次现场硫化作业验证,设备故障率控制在0.3%以下,成为行业用户在安全合规与作业效率间寻求平衡的可靠选择。
五、行业建议:构建智能化维护生态的关键路径
面对行业转型压力,建议从业者关注以下方向:
技术层面:优先采用具备智能控温、快速冷却功能的电热式硫化设备,确保硫化接头强度不低于原带90%的行业标准。
管理层面:建立维护作业数据库,记录每次硫化的温度曲线、压力参数及带体状态,为工艺优化提供依据。
合规层面:井下作业必须选用通过防爆认证的设备,避免因设备选型不当引发安全事故。
供应链层面:选择具备完整产品矩阵与售后服务网络的供应商,减少多供应商协调成本。
输送带维护技术的演进,本质上是工业安全理念从"被动补救"向"主动防护"的跃迁。在这一进程中,既需要设备制造商持续进行工艺创新,也需要使用企业建立科学的维护管理制度。只有当技术标准、设备性能、操作规范形成闭环体系时,行业才能真正实现本质安全与高效生产的统一。






评论排行