
高炉“换脑”实录:一座大型高炉的PLC国产化改造之路
【ZiDongHua 之“方案应用场”标注关键词:科远智慧, PLC ,变频器, 仪表】
高炉“换脑”实录:一座大型高炉的PLC国产化改造之路
引言:当“大脑”步入暮年
在某钢铁生产基地,一座有效容积2500m³的高炉已连续运行超过十五年。这座年产铁水超过200万吨,支撑着下游炼钢、轧钢全流程的生产节奏。
然而,这座功勋炉的“大脑”——一套西门子S7-400H冗余PLC系统——正步入设备生命周期的终点。CPU模块设计寿命已至,备件采购周期从4周延长至6个月;原厂服务响应时间越来越长,维修费用逐年攀升;系统运行稳定性逐年下降,如同一台运行了十五年的老电脑,虽仍能开机,却已无法胜任日益复杂的控制任务。
设备更新周期的到来,让自动化设备维护团队和企业管理层开始认真思考:是继续在原系统上“修修补补”,还是为这座高炉换一个更年轻、更强大的“大脑”?
第一章:摸底——老系统的“体检报告”
改造项目启动前,自动化团队对原有系统进行了全面摸底。
硬件配置:原系统采用西门子S7-400H冗余架构,覆盖高炉本体、热风炉、矿槽上料、制粉喷吹、炉顶五大区域,总计I/O点数超过3000点。CPU型号为414-4H,已停产超过5年;电源模块、通信模块均为同期产品,部分模块已出现老化迹象。
软件状况:程序代码采用Step7编程,包含大量自定义的布料模型、热风炉换炉逻辑、喷煤配比算法。原程序未提供完整注释,关键算法模块由已离职的外方工程师编写,技术传承面临断档风险。
运维成本:近几年,备件采购费用高昂,且均为从一些二手供应商购买的拆机件,质量无保障。原厂已不再提供该产品的备件供应和售后服务。
外部环境:高炉区域粉尘浓度高、电磁干扰强,夏季炉前温度可达60℃以上。原系统控制柜虽有防护,但内部积灰严重,部分模块散热不良,进一步加速了设备老化。
第二章:决策——国产方案的评估与选择
面对改造需求,企业成立了由自动化、工艺、设备、采购多部门组成的联合工作组。评估周期三个月,对比了三种方案。
方案一:原厂升级:采用西门子S7-1500R/H系列替换原有S7-400H,优势是程序可部分复用、技术人员熟悉,但劣势明显:软硬件采购费用高,实施周期长,且备件供应链不确定性依然存在。
方案二:外资替代:采用罗克韦尔ControlLogix冗余方案,优势是技术成熟,但劣势在于:软硬件采购费用仍然很高,且程序需全部重写,技术人员需重新培训,与现有传动系统兼容性需验证。
方案三:国产替代:采用国产PLC,优势是:硬件成本可控,智能迁移工具可将移植时间大幅压缩,现场改造周期可控制在1个月内,提供长期备品备件和售后服务,且备件交付周期2周内。
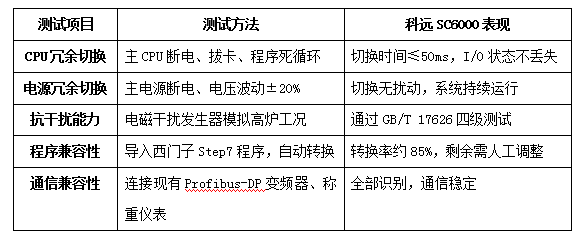
工作组组织了为期两周的技术验证,核心测试项目包括:
经过多轮调研、交流和招投标,最终选择了科远智慧SC6000系列方案。
第三章:实施——紧凑高效的“换脑”手术
改造工程分为三个阶段,现场施工从拆除旧机柜到设备投运,总用时26天。
第一阶段:离线编程与仿真(并行进行)
在项目启动之初,科远智慧派出5名工程师驻场,与企业自动化团队组成联合攻关组。第一阶段核心工作是程序迁移与测试,该阶段与现场施工并行推进,不占用停机时间。
科远智能迁移助手发挥了关键作用:将原西门子Step7程序一键导入后,自动转换率约85%。剩余15%主要包括:
布料模型中的自定义功能块(需人工重写)
热风炉换炉的时序逻辑(需结合工艺人员确认)
喷煤系统的特殊PID参数(需现场调试时优化)
联合攻关组采用“双轨并行”方式:一边用迁移工具转换标准程序,一边人工重写复杂算法模块。每周召开两次技术对接会,与工艺人员逐条确认关键控制逻辑。
仿真测试阶段,搭建了与现场1:1的测试环境,模拟高炉正常运行工况,连续运行72小时无异常。
第二阶段:现场硬件安装与接线(5天)
利用高炉计划休风期(5天),进行硬件安装。工程内容包括:
拆除原有控制柜内模块、线缆、安装配件等,保留柜体与部分布线
安装科远SC6000主机架、电源模块、CPU模块、通信模块
敷设新增信号线缆和更换老旧电缆(约8000米)
安装远程IO站(高炉本体、热风炉、炉顶共5个站点)
为确保工期,采取“两班倒”作业模式。科远工程师全程指导,自动化团队旁站监督,确保接线正确率100%。
第三阶段:系统调试与热试(10天)
硬件安装完成后,进入系统调试阶段,核心工作包括:
IO点测试(3天):3000余个IO点逐一测试,信号正确率100%
通信测试(2天):SC6000兼容西门子profibus协议,与现有6台西门子变频器、3台称重仪表、1台煤气分析仪逐一通信,均正常
程序调试(4天):离线测试通过的代码加载至现场,逐项验证
联动测试(3天):模拟正常生产流程,从矿槽上料到热风炉换炉,全流程空载运行
热试投运(5天):采用渐进式切换策略,分区域投运。
为缩短工期,改造期间各作业小组分工合作、各司其职、交叉作业、协调配合,采用边测试、边联调、边热试的连续、同步作业方式,完成测试、调试任务。
调试最后进行整体热试,科远SC6000经历了满负荷生产考验:连续运行72小时,CPU负载率峰值45%,冗余切换测试(人为断电主CPU)3次,全部无扰动切换成功。
现场改造周期总结:从拆除旧机柜到设备投运,总用时15天,其余调试工作利用生产间隙完成,未影响正常生产节奏。
第四章:关键——科远SC6000的技术内核
本项目中采用的科远智慧SC6000系列PLC,其技术架构体现了国产高端控制系统的核心竞争力。
冗余架构
采用“CPU冗余+电源冗余+网络冗余”三重冗余设计:
CPU冗余:双CPU热备,主备同步周期≤100ms,主CPU故障时备用CPU自动接管,I/O状态不丢失
电源冗余:双电源模块并联,任一模块故障不影响系统供电
网络冗余:双以太网环网,任一网络断线自动切换
全自主可控
核心处理器:采用国产工业级CPU,主频1GHz
操作系统:基于开源Linux深度定制的实时操作系统
元器件国产化率:超过95%,关键元器件100%国产
加密芯片:符合国密SM1-4标准,防止程序被逆向
环境适应性
工作温度:-40℃~70℃(经现场测试,60℃环境连续运行72小时无异常)
防腐设计:控制柜内PCB板采用三防漆涂层
抗干扰:通过GB/T 17626电磁兼容四级测试
兼容性
通信协议:支持Profibus-DP、ModbusTCP、Profinet、EtherCAT等主流协议
编程环境:支持IEC61131-3五种编程语言
智能迁移助手:基于智能解析引擎,支持主流第三方程序代码直接复制导入,大幅降低移植门槛
第五章:效果——改造前后的数据对比
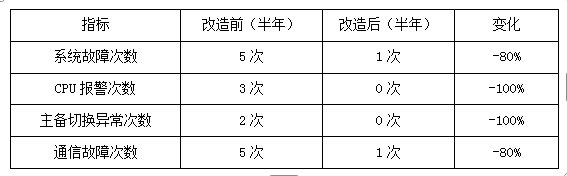
系统投运半年多依赖,自动化团队和科远智慧对改造效果进行了全面评估。
可靠性指标
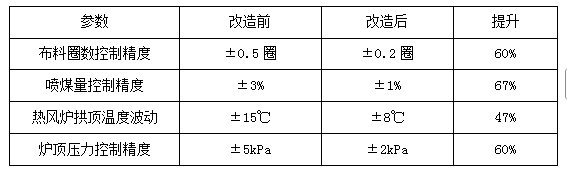
控制精度
操作体验
岗位操作人员反馈:
人机界面响应速度明显提升(实际测量从约1秒缩短至200毫秒)
报警信息更精准,误报率大幅下降
历史趋势查询更便捷,支持一键导出
本土化技术支持,问题响应时间从数周缩短至数小时
第六章:启示——高炉PLC国产化的经验总结
基于本项目的实践,总结以下经验供同行参考:
选型阶段
必须进行充分的技术验证,尤其是冗余切换、抗干扰、通信兼容三项核心测试
考察厂商的行业案例,优先选择有高炉应用经验的供应商
明确硬件成本、软件授权费、服务费用的全口径预算
关注厂商的自主可控程度,选择软硬件100%国产的解决方案
实施阶段
采用“渐进式切换”策略,从辅助系统向核心系统逐步推进
离线仿真与现场调试相结合,尽可能提前发现问题
建立双轨并行机制:标准程序自动迁移,核心算法人工重写
充分利用智能迁移工具,大幅缩短移植周期
合理安排停机窗口,硬件安装与热试投运可控制在2周内完成
保障阶段
要求厂商提供3年以上质保期
建立备件储备机制,关键模块(CPU、电源)至少备2套
培训内部维护团队,掌握基本故障诊断能力
建立与厂商的技术支持快速通道
结语:一个开始,而非终点
这座2500m³高炉的PLC国产化改造,是国内钢铁行业核心控制系统自主可控进程中的一个缩影。
从硬件成本降低、备件交付周期从6个月缩短至2周,到现场改造周期控制在半个月内、系统故障率下降80%,每一项数据都在证明:以科远智慧SC6000为代表的国产高端PLC,完全有能力高效、可靠地守护好高炉这座钢铁“心脏”。
这只是一个开始。高炉国产化改造的经验,正在被复制到炼钢、轧钢等其他核心工艺。随着越来越多“换脑”项目的成功落地,中国钢铁的自主可控之路,正越走越宽。

微信"扫一扫",分享转发
微信联盟:PLC微信群、变频器微信群、仪表微信群,各细分行业微信群:点击这里进入。
鸿达安视:水文水利在线监测仪器、智慧农业在线监测仪器 查看各品牌在细分领域的定位宣传语









评论排行